Los posicionadores de ejes en una plegadora son sistemas de gestión automática de los ejes. Muchas veces cuando queremos plegar una pieza, nos encontramos que no todos los plegados son de la misma longitud. Antiguamente, para acercar o alejar el tope trasero de las plegadoras, el operario debía hacerlo de forma manual. Esto reducía mucho la producción ya que el tiempo entre plegados era muy alto.
El posicionador de cotas nc permite programar una secuencia de plegados. De esta manera, el tope trasero se mueve a la distancia del siguiente plegado automáticamente.
Movimiento en los ejes X e Y
Las plegadoras MC constan de dos ejes automatizados que se pueden controlar con el software del control.
Además, permite posicionar automáticamente los ejes a la medida programada, haciendo una secuencia de hasta 25 pliegues en una misma pieza y memorizando hasta 40 piezas.
Modos de trabajo
- Manual: movimiento rápido/lento mediante un botón.
- Semiautomático: posicionamiento de 1 plegadoenejes X e Y
- Automático: cambio automático después de cada doblez, de las medidas y grados de una misma pieza
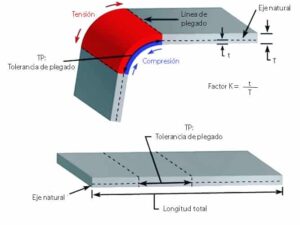
Cómo calcular la diferencia del plegado?
Cuando trabajamos cualquier tipo de metal, debemos tener en cuenta que al doblarse perdemos milímetros en la longitud total. Es decir, si plegamos una chapa de 200 mm en cuatro ángulos, perdermos de media unos 2mm por plegado. Esto significa que al momento de cortar la chapa, la longitud total deberá ser de 208mm para contrarestrar esa contracción de la chaapa.
Los controles más avanzados como los CNC y su software, calculan éste contraste de manera automática. Esta es una de las principales diferencia entre un posicionador de ejes y un control numérico.
En los posicionadores, éste cálculo se realiza de manera manual. Hará falta al menos un plegado de prueba para detectar la diferencia de milímetros. Aún así, el cálculo es realmente fácil de realizar. Los pasos a seguir son los seguientes:
- Cortar la chapa a la medida que deseamos.
- Hacer un programa con los plegados a ejecutar en el posicionador.
- Realizar toda secuencia completa de plegados.
- Sumar los milímetros de cada plegado y sumarlos.
- El resultado será inferior a l longitud total. La diferencia son los milímetros a sumar para el corte final.